For facilities managers, engineers, and building owners, this distinction matters. When corrosion returns prematurely on industrial equipment, the instinct is to question the coating. More often, the root cause is inadequate surface preparation. Industry sources often cite 60% to 90% of coating failures as surface-preparation related, though AMPP CoatingsPro cautions these figures are estimates rather than hard data.
This guide covers everything you need to make informed decisions about abrasive blast cleaning: how it works, which methods and media types to use, how cleanliness is measured against industry standards, and what must happen immediately after blasting to protect the work.
Key Takeaways
- Abrasive blast cleaning removes rust, mill scale, paint, and corrosion from metal surfaces using propelled abrasive media
- Cleanliness is graded against SSPC/NACE/ISO standards — from brush-off to white metal blast
- Media selection depends on substrate hardness, contamination type, and required surface profile
- White metal blast (SSPC SP5/NACE 1/ISO Sa3) is required for critical immersion and industrial coating applications
- Protective coatings must be applied as soon as possible after blasting to prevent flash rust
What Is Abrasive Blast Cleaning?
Abrasive blast cleaning is the process of removing surface contaminants — rust, mill scale, corrosion, paint, and similar residues — by propelling abrasive media at high velocity using compressed air or a centrifugal wheel.
The term is sometimes used interchangeably with "surface preparation," though the two differ in scope. Blast cleaning focuses on removing contaminants. Surface preparation may also create an anchor profile — a microscopic roughness pattern on the substrate that increases mechanical adhesion for the coating applied afterward. In practice, most industrial blast cleaning operations accomplish both goals at once.
What Surface Contamination Actually Is
Three categories of contamination affect coating performance:
- Rust and corrosion — including mill scale, the dense iron oxide layer formed during steel fabrication. ISO 8501-1 classifies steel into four rust grades (A through D) before preparation, ranging from surfaces largely covered with mill scale to steel with active pitting
- Soluble salts — ferrous sulfate and iron chlorides that are invisible to the naked eye. The FHWA confirms that coatings applied over excessive soluble salts do not provide expected service life — and abrasive blasting alone does not remove them
- Wet contaminants — machining oil, grease, and biological fouling that must be removed with solvent or chemical cleaning before dry blasting begins
Why It's the Gold Standard
Hand tool and power tool cleaning methods (wire brushing, grinding) clean surfaces but struggle to remove tight mill scale or create a consistent anchor profile. Abrasive blast cleaning does both in a single operation. That's why coating manufacturers specify it as the minimum preparation method for high-performance industrial coatings. The combination of contamination removal and profile creation simply can't be replicated by manual methods.
Key reasons blast cleaning is the preferred preparation method:
- Removes tight mill scale that wire brushing and grinding cannot dislodge
- Creates a consistent anchor profile across the entire substrate surface
- Cleans and profiles in a single pass, reducing labor time
- Meets the specification requirements of major industrial coating manufacturers

How Abrasive Blast Cleaning Works: Methods and Equipment
Every abrasive blast system has three components: a storage and delivery container (blast pot or hopper), a propelling mechanism (compressed air or centrifugal wheel), and a nozzle or blast wheel that directs media at the target surface.
Pressure Blasting vs. Wheel Blasting
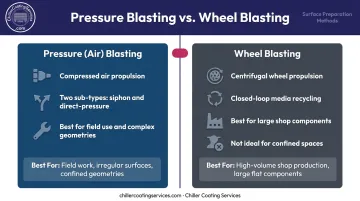
Pressure (air) blasting uses compressed air to propel media through a nozzle. Two system types exist:
- Siphon (suction) systems — draw abrasive into the air stream; lower cost, suitable for lighter-duty or smaller work
- Direct-pressure systems — pressurize the blast pot to deliver media at higher velocity; better for heavy-duty cleaning and achieving white metal or near-white standards. Direct-pressure systems can clean considerably faster than suction systems for equivalent work
Wheel blasting uses a high-speed centrifugal wheel to throw media at the surface using centrifugal force rather than compressed air. Key advantages:
- Higher production throughput for large, repeatable components
- Closed-loop media recycling reduces abrasive costs
- Well suited for structural steel plates, railcars, and fabricated parts processed in a shop environment
- Less practical for complex in-place equipment or confined geometries like chiller water boxes
The choice between pressure and wheel blasting addresses how media is propelled — but the method also varies by whether water is introduced into the process.
Dry Blasting vs. Wet Abrasive Blasting
Dry blasting is the standard industrial method. Before starting, three conditions must be met:
- Dust collection equipment must be in place to capture airborne particles and spent media
- Surfaces must be free of oil and grease — solvent cleaning beforehand is required
- The delivery system must stay dry — wet contaminants clog components and contaminate abrasive
Wet abrasive blasting (WAB) introduces water alongside compressed air and abrasive. Vapor abrasive blasting produces up to 92% less airborne dust than dry blasting, making it the preferred method in confined spaces, poorly ventilated environments, or when stripping coatings containing hazardous materials. This makes WAB particularly relevant for enclosed industrial equipment like chiller water boxes, where ventilation is limited. The trade-off: freshly blasted steel must be dried and coated promptly, because wet blasting accelerates flash rust formation on carbon steel.
Types of Abrasive Media
Media selection drives two outcomes: how aggressively contamination is removed, and what surface profile depth results. Too aggressive on a soft substrate causes damage; too gentle fails to meet the required cleanliness standard.
Three variables govern media selection:
- Match media hardness to the substrate material being blasted
- Assess the type and severity of contamination present
- Confirm the required cleanliness standard and target surface profile depth
Media Categories and Profile Data
| Media | Shape | Profile Range | Best For |
|---|---|---|---|
| Steel shot | Spherical | ~0.5–1.0 mil | Peening, gentle cleaning |
| Steel grit | Angular | ~1.0–5.0+ mil | Aggressive cleaning, defined anchor profile |
| Garnet (30/60 grade) | Angular | 2.0–3.0 mil | Coating prep, field blasting |
| Garnet (25/40 grade) | Angular | 3.5–4.5 mil | Heavy coating systems |
| Aluminum oxide | Angular | 1.0–5.5 mil (varies by grit) | Controlled shop applications |
| Glass beads | Spherical | Low | Delicate substrates, cosmetic work |
| Walnut shells / plastic grit | Organic | Very low | Sensitive substrates, paint stripping without profiling |
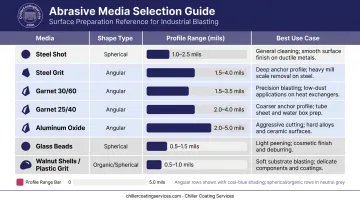
AMPP's SSPC-AB 1 standard for nonmetallic abrasives classifies profile grades from 0.5 to 6.0 mils — a useful reference when specifying media for a given coating system.
The Recyclability Trade-Off
Steel shot and grit can be reclaimed and reused in closed-loop wheel blast systems, reducing long-term abrasive costs considerably. Single-use media — crushed glass, garnet, aluminum oxide used in open-blast field applications — are typically collected and disposed of after use. For field work on equipment like chiller water boxes, single-use angular media (garnet or steel grit) is the practical choice. It achieves the angular anchor profile needed for coating adhesion without requiring closed-loop reclaim infrastructure.
Surface Preparation Standards for Blast Cleaning
SSPC (Society for Protective Coatings) and NACE International — now both part of AMPP — developed the joint blast cleaning standards used globally. ISO developed parallel standards that align closely. These standards define the percentage of surface area that must be free of visible contaminants before a protective coating is applied.
The Four Blast Cleaning Standards
| Standard | Full Designation | ISO Equivalent | Cleanliness Requirement |
|---|---|---|---|
| Brush-Off | SSPC SP7 / NACE 4 | ISO Sa 1 | Removes loose contaminants; tightly adherent material may remain |
| Commercial | SSPC SP6 / NACE 3 | ISO Sa 2 | Max 33% of surface area may show staining |
| Near-White Metal | SSPC SP10 / NACE 2 | ISO Sa 2½ | Max 5% of surface area may show staining |
| White Metal | SSPC SP5 / NACE 1 | ISO Sa 3 | 100% free of all visible contaminants |

White metal blast cleaning (SSPC SP5/NACE 1/ISO Sa3) is required for the most demanding applications: immersion service, chemical exposure, or severe corrosive environments. It's the only standard appropriate for equipment in continuous water contact.
For facilities operating chillers in hospitals, power plants, schools, and manufacturing facilities across New England and New York, Chiller Coating Services blasts tube sheets and water boxes to a white metal finish before applying their proprietary 100% solids coating system — meeting the highest achievable cleanliness standard before any coating touches the surface.
Verifying Compliance After Blasting
Two primary verification methods confirm a blast cleaning job meets the required standard:
Visual comparison — The cleaned surface is compared against SSPC-VIS 1 or ISO 8501-1 reference photographs using a lighted magnifying glass. This confirms visible cleanliness only.
Bresle Patch Chloride Test (ISO 8502-6 and ISO 8502-9) — Measures residual soluble salt concentration on the surface. This test is critical because abrasive blasting does not remove invisible salts. For immersion service, AMPP guidance generally targets residual soluble salts below 3 µg/cm². Specific thresholds vary by coating manufacturer and application.
Always check the coating manufacturer's minimum surface preparation requirement before specifying a blast standard. Over-specifying increases cost and time. Under-specifying leads to premature coating failure and expensive rework.
Applications of Abrasive Blast Cleaning
Abrasive blast cleaning serves three broad application categories:
- Manufacturing — deburring, descaling, removing mill scale and welding imperfections from new fabricated components before initial coating
- Reconditioning and maintenance — stripping old or failed coatings, removing rust and corrosion from existing structures or equipment, restoring tank interiors prior to relining
- Construction and civil engineering — bridge and structural steel restoration, graffiti removal from concrete and masonry
Industrial Maintenance: The Most Critical Category
For facilities managers, blast cleaning is the required first step before any high-performance protective coating. No coating bonds reliably to a contaminated or corroded surface.
This is especially true for chiller systems, where tube sheets and water boxes face oxygenated cooling tower water, galvanic corrosion at tube-to-tube sheet junctions, and acidic anti-scale chemical treatments.
Chiller Coating Services performs contained abrasive blasting as the second step in their three-phase restoration process — preceded by deep cleaning and followed immediately by proprietary coating application. The company's emphasis on white metal finish preparation reflects a core reality: a coating is only as good as the surface it bonds to.
Metal isn't the only substrate that benefits from blast cleaning. Concrete, composite materials, and plastic each require carefully selected media and lower blasting pressures to avoid surface damage — for concrete surface preparation before industrial floor coatings, contractors typically use garnet at reduced pressure.
Safety and Post-Blast Best Practices
Safety Requirements
Blast cleaning operations create serious hazards that require active controls before work begins:
- Respiratory protection — OSHA requires NIOSH-certified Type CE supplied-air respirators for blasters. OSHA's PEL for respirable crystalline silica is 50 µg/m³ as an 8-hour TWA, with an action level of 25 µg/m³. NIOSH recommends prohibiting silica sand or any abrasive containing more than 1% free silica — which is why modern industrial operations use steel grit, garnet, or other safer alternatives
- Hearing protection — blast cleaning generates high noise levels that require hearing conservation controls
- Dust containment — blast enclosures must maintain negative pressure to prevent hazardous particles from escaping the work area
- Protective blast suits — full-body protection for the operator
Flash Rust: The Critical Post-Blast Window
Once steel is blasted to a clean surface, it is highly reactive. Exposure to moisture, humidity, or corrosive atmosphere causes flash rust to form rapidly. Flash rust occurs in three severity levels:
- Light — small, tightly adherent rust; steel surface still visible through it
- Moderate — rust obscures the steel surface but remains reasonably adherent
- Heavy — loosely adherent rust that hides the underlying surface entirely
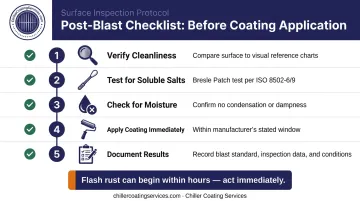
Protective coatings must be applied immediately after blasting — many specifications use an 8-hour maximum prep-to-prime window, though humidity and temperature affect how quickly flash rust develops. Always follow the coating manufacturer's stated interval.
Post-Blast Checklist
Before applying any coating after blast cleaning:
- Verify cleanliness — compare against visual reference charts; confirm the specified standard is achieved
- Test for soluble salts — Bresle Patch test per ISO 8502-6/9; confirm residual salt levels meet the coating manufacturer's threshold
- Check for moisture — no condensation, dampness, or surface moisture present
- Apply coating immediately — primer or specified protective coating, within the manufacturer's stated window
- Document — record the blast standard achieved, inspection results, and environmental conditions for quality control records
Frequently Asked Questions
What is abrasive blast cleaning?
Abrasive blast cleaning propels abrasive media at high velocity against a metal surface to remove rust, mill scale, paint, and corrosion. It cleans the surface and creates a mechanical anchor profile for coating adhesion — making it the most effective surface preparation method before applying protective coatings.
How much does abrasive blasting cost?
Cost varies based on surface size, accessibility, cleanliness standard required (brush-off vs. white metal), and media type. Project-specific quotes from qualified contractors are the only reliable way to get accurate pricing.
What is the difference between abrasive blasting and sandblasting?
Sandblasting is an older term for abrasive blasting using silica sand. Modern abrasive blasting uses safer media (steel grit, garnet, glass beads), and "abrasive blasting" is the preferred term in industrial and regulatory contexts. Silica sand is effectively obsolete for most industrial coating preparation due to silicosis risk.
What is white metal blast cleaning?
White metal blast cleaning (SSPC SP5/NACE 1/ISO Sa3) is the highest cleanliness standard, requiring 100% of the surface to be free of all visible contaminants including rust, mill scale, paint, and oxides. It is required for immersion service and critical industrial equipment where coating failure carries significant operational or safety consequences.
What abrasive media is best for surface preparation before coating?
Angular media — steel grit or garnet — is preferred when a defined anchor profile is needed for coating adhesion. Spherical media like steel shot produces a peened, dimpled finish with less surface roughness, suited for applications where peening effect matters more than a sharp angular profile.
How long after blasting should you apply coating?
Apply coating as soon as possible after blasting. Freshly blasted steel is highly reactive and will begin to flash rust when exposed to moisture. Most specifications allow an 8-hour window, though environmental conditions can shorten that interval considerably.