This scenario plays out constantly across commercial and industrial facilities in New England and New York. Corrosion rarely announces itself until real damage is done.
This guide covers the essentials: what corrosion is, why it costs so much, the types most relevant to industrial facilities, and the protection methods that actually work.
Key Takeaways
- Corrosion is an electrochemical process that degrades metal when moisture and oxygen interact with the surface, accelerating in coastal, humid, or industrial environments
- According to NACE/AMPP's IMPACT study, corrosion costs the global economy $2.5 trillion per year (roughly 3.4% of global GDP)
- Multiple corrosion types exist — galvanic, pitting, crevice, and general — each requiring a different protective approach
- Protection methods range from barrier coatings and metallic coatings to cathodic protection and environmental controls
- Surface preparation is the single most important factor in coating performance — 75% of coating failures trace back to poor prep
What Is Corrosion and How Does It Happen?
Corrosion is the electrochemical deterioration of metal caused by a reaction between the metal, moisture, and oxygen. When iron oxidizes, it forms iron oxide — rust — which is weaker than the original metal and continues to break down over time. Without moisture or oxygen present, the process cannot occur.
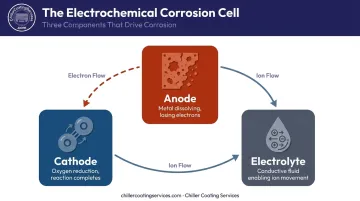
The Basic Corrosion Cell
Every corrosion reaction involves three elements:
- An anode — where metal dissolves and loses electrons
- A cathode — where oxygen is reduced and the electrochemical reaction completes
- An electrolyte — water, humid air, or any conductive fluid that allows ions to move between them
Break any one of these three connections and corrosion stops — which is exactly what every effective protection method is designed to do.
What Speeds It Up
Environmental conditions can dramatically accelerate how fast metal degrades. Research summarizing ISO 9223 atmospheric categories shows carbon steel corroding at just 1.3–25 µm/year in low-pollution rural environments — but at 80–200 µm/year in very high-exposure marine or aggressive industrial conditions.
For facilities in coastal New England, that gap translates directly into a coating system lasting 20 years versus one failing in five.
Key accelerants include:
- High humidity and condensation cycles
- Salt-laden air in coastal locations
- Elevated temperatures in mechanical rooms
- Industrial pollutants and chemical contaminants
- Oxygenated water from cooling towers
Rust vs. Broader Corrosion
Those accelerants don't just affect steel. Different metals degrade through distinct chemical pathways, and understanding the difference matters when selecting the right protection strategy.
"Rust" refers specifically to iron and steel. Other metals corrode differently: aluminum forms a white powdery oxide layer, copper tarnishes and can develop pitting, and stainless steel can suffer localized pitting under chloride exposure. The mechanism varies by metal, but the end result is consistent: material loss, structural weakening, and eventual failure if left unaddressed.
Common Types of Corrosion
Not all corrosion looks the same, and misidentifying the type means applying the wrong solution.
| Type | What It Looks Like | Primary Cause |
|---|---|---|
| General/Uniform | Even surface degradation across the metal | Direct chemical attack from moisture and oxygen |
| Galvanic | Localized attack on one metal at a dissimilar-metal junction | Two metals in contact with an electrolyte present |
| Pitting | Deep, concentrated holes in the surface | Chloride ions breaking down passive oxide layers |
| Crevice | Attack in tight spaces where moisture is trapped | Stagnant electrolyte in gaps, joints, or under gaskets |
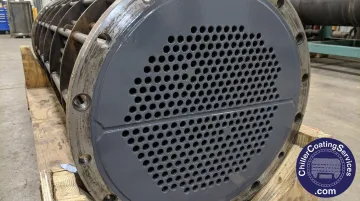
Galvanic Corrosion in Chiller Systems
In chiller systems, galvanic corrosion is often the highest-risk failure mode. When copper tubes are mechanically joined to steel or aluminum tube sheets — as in most chiller heat exchangers — the dissimilar metals create an electrochemical cell. The more reactive metal (the tube sheet) acts as the anode and corrodes preferentially, causing pitting and material loss at every tube junction.
Chiller Coating Services addresses this directly by applying a non-conductive barrier layer to the tube sheet surface. By electrically insulating the dissimilar metals from one another, the coating breaks the galvanic circuit before it can form. The coating also reinforces tube-to-tube sheet joints, in some cases increasing push-out strength by over 1,000 pounds.
How Location Shapes Corrosion Risk
Where a facility sits determines which corrosion type poses the greatest risk:
- Coastal New England — elevated general and pitting corrosion from salt-laden air and humidity
- Industrial facilities — accelerated crevice and galvanic corrosion from chemical exposure and mixed-metal systems
- Cooling tower-fed systems — aggressive oxygenated water drives corrosion on condenser-side heat exchangers
Why Corrosion Protection Matters
The financial case for proactive protection is straightforward. NACE/AMPP's IMPACT study puts global corrosion costs at $2.5 trillion annually. Their analysis also shows that existing corrosion-control practices could reduce that figure by 15% to 35% — meaning the majority of corrosion-related losses are preventable with the right approach.
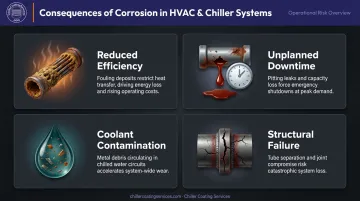
Operational Consequences
For facilities managers, corrosion isn't an abstract financial concept — it shows up as operational problems with measurable consequences:
- Reduced efficiency: Corroded, pitted tube sheets create rough surfaces that disrupt fluid flow and add thermal resistance. A DOE-indexed study estimated heat exchanger fouling costs U.S. industries hundreds of millions annually and accounts for 2.9 Quads/year in energy loss
- Unplanned downtime: Leaks and capacity loss from pitting corrosion take systems offline without warning
- Coolant contamination: Corroded surfaces introduce metal particles and debris into cooling circuits
- Structural failure: At tube-to-tube sheet junctions, progressive corrosion weakens joints until tubes separate or leak
The Cost Compounding Problem
Minor corrosion left unaddressed doesn't stay minor. A pitted tube sheet that costs a few thousand dollars to coat and restore today can become a chiller replacement decision (often $50,000–$200,000 or more) within a few years. The U.S. Bureau of Reclamation puts it plainly: the cost of a maintenance coating program versus partial or total equipment replacement is not a close comparison.
Regulatory and Liability Exposure
In critical facilities — hospitals, power plants, manufacturing plants — corroded infrastructure carries consequences beyond repair costs. OSHA identifies corrosion in process equipment, piping, and tanks as a hazard that can lead to leaks, equipment failure, and worker exposure. Safety standard violations and contamination risks create legal liability for property owners and facilities managers who defer maintenance.
Methods of Corrosion Protection
No single method works for every application. The right choice depends on the substrate, the environment, and the expected service life.
Barrier Coatings
Barrier coatings form a physical layer between the metal and its environment, blocking moisture and oxygen from reaching the substrate. A complete system typically includes:
- Primer — promotes adhesion and may provide cathodic protection through zinc content
- Topcoat — provides durability and resistance to the specific environment (UV, chemicals, immersion)
For heavy industrial applications and immersion service — like chiller water boxes and tube sheets — 100% solids epoxy systems are the standard. They contain no solvents, cure to a hard, dense film, resist chemical immersion, and don't shrink during cure. Chiller Coating Services uses 100% solids coating systems engineered for long-term immersion in oxygenated and chemically treated water.
Metallic Coatings
Metallic coatings apply a sacrificial layer — typically zinc — that corrodes preferentially, protecting the underlying steel. Two common methods:
- Hot-dip galvanizing — steel is submerged in molten zinc, forming a metallurgically bonded coating (ASTM A123/A123M)
- Thermal spray — zinc or aluminum is melted and sprayed onto the surface, governed by AWS C2.23/NACE No. 12/SSPC CS-23
Cathodic Protection
Cathodic protection makes the metal surface the cathode of an electrochemical cell, preventing it from corroding. Two approaches:
- Sacrificial anode systems — a more reactive metal (zinc or magnesium) is attached and corrodes in place of the protected structure
- Impressed current systems — external electrical current is applied to counteract the corrosion potential
Cathodic protection is standard on pipelines, underground tanks, and marine structures.
Environmental Controls
For enclosed mechanical rooms and storage environments, passive controls can meaningfully reduce corrosion risk:
- Dehumidification to maintain relative humidity below 60%
- Controlled ventilation to reduce condensation
- Physical separation or insulation of dissimilar metals to prevent galvanic contact
The Importance of Surface Preparation
According to AMPP CoatingsPro, an estimated 75% of coating failures are caused by poor surface preparation. A coating can only bond as well as the surface beneath it allows.
What Proper Prep Involves
The industry-standard approach uses abrasive blast cleaning to achieve a defined level of cleanliness:
- White Metal Blast (SSPC-SP 5/NACE No. 1) — removes all visible rust, mill scale, and contaminants
- Near-White Metal Blast (SSPC-SP 10/NACE No. 2) — removes the same contaminants with no more than 5% light staining allowed per unit area
Both standards also create a surface profile — a microscopic roughness pattern that gives the coating mechanical anchor points to grip.

What Chiller Coating Services Does
Chiller Coating Services blasts all surfaces to a white metal finish before coating application — no shortcuts. Severely corroded areas are reconstructed during this phase to restore capacity, not just coated over. As the company puts it: "It's only as good as the prep."
Cutting corners on surface preparation is false economy. A poorly prepared surface produces early coating failure, re-work costs, and resumed corrosion — often within a year or two of application. Get the prep right, and a properly coated surface can remain protected for decades — ISO 12944's high- and very-high durability bands put that range at 15–25+ years.
Choosing the Right Corrosion Protection Strategy
The right protection system depends on four variables: the type of metal, the corrosivity of the environment, the required service life, and the acceptable maintenance schedule.
A Tiered Decision Framework
| Risk Level | Environment | Appropriate System |
|---|---|---|
| Low | Dry, interior, minimal chemical exposure | Basic paint or primer system |
| Moderate | Urban, outdoor, some humidity | Primer + topcoat system |
| High | Coastal, industrial, chemical exposure, immersion | Engineered high-performance coatings, professional application, and a formal maintenance plan |
For facilities in New England and New York — coastal environments, active mechanical systems, cooling tower water — most HVAC and process equipment falls firmly in the high-risk category. ISO 12944 C4 and C5 environmental classifications apply to much of the region, particularly in coastal Massachusetts, Connecticut shoreline, and industrial zones across New York.
When to Bring in a Specialist
That risk-level framework points to a practical decision: who should do the work. For standard interior steel, a qualified painting contractor with solid product knowledge is usually sufficient.
Critical infrastructure is a different matter:
- Chillers and heat exchangers — continuous water exposure, galvanic risk, and immersion conditions demand engineered coatings
- Process piping and cooling towers — chemical exposure and mechanical stress require surface prep beyond standard painting
- Any C4/C5-rated environment — professional specification and application are non-negotiable
Chiller Coating Services works with facilities managers, engineers, and property owners across New England and New York to assess chiller systems, identify corrosion type and severity, and apply the right protection system with minimal operational disruption. Every engagement starts with a thorough site assessment before any work is recommended. Reach them at (877) 427-0090.
Frequently Asked Questions
What is the best protection against corrosion?
For most industrial metal surfaces, thorough surface preparation combined with a high-performance barrier or metallic coating system delivers the best durability and cost-effectiveness. The right method ultimately depends on the environment and the base material — what works in a dry warehouse differs from what's needed in a chiller water box.
What metal will never rust?
No metal is completely immune to corrosion. Stainless steel, aluminum, copper, and titanium all resist rust because they either lack iron or form stable protective oxide layers — but each can still corrode under the right conditions. Stainless steel, for example, can develop pitting in chloride-rich environments.
What are the most common types of corrosion in industrial facilities?
Galvanic, pitting, and crevice corrosion are the most frequent concerns in industrial settings — particularly where mixed metals, trapped moisture, or chemical exposure are present. Galvanic corrosion at tube-to-tube sheet junctions is among the most common causes of chiller system degradation.
How do I know if my equipment needs corrosion protection?
Visible rust staining, pitting, discoloration, scale buildup, or surface blistering are clear warning signs. By the time these are visible, corrosion has often progressed significantly beneath the surface — early assessment is always better than waiting for obvious symptoms.
How long does a corrosion protection coating last?
Well-specified systems in industrial environments can reach 15–25 years (High durability) or beyond 25 years (Very High durability) under ISO 12944:2018 frameworks. Surface preparation quality and environmental exposure are the two biggest factors in hitting those targets.
Why is surface preparation so important for corrosion protection?
A coating bonds to the surface it's applied to — contaminants, rust, or mill scale left on the metal surface prevent proper adhesion and cause premature failure. Approximately 75% of coating failures are attributed to inadequate surface preparation, making it the single most critical variable in any coating system's performance.