Introduction
According to NACE International's IMPACT study, corrosion costs the global economy $2.5 trillion annually — equal to 3.4% of global GDP. AMPP estimates that proven corrosion-control practices could eliminate up to 35% of those costs.
For facilities managing chillers, heat exchangers, and metal infrastructure, the right functional coating is the most direct way to capture those savings. Without one, the consequences follow a familiar pattern: pitting corrosion opens leaks, galvanic attack at tube-to-tube sheet junctions compromises structural joints, and oxygenated cooling tower water steadily degrades unprotected metal surfaces.
What starts as a preventable maintenance item becomes an emergency repair — or full equipment replacement.
This guide breaks down the five most effective functional coatings for industrial corrosion protection, explains how to match each coating to its right environment, and covers why surface preparation determines whether any coating succeeds or fails.
Key Takeaways
- Functional coatings work as barrier, sacrificial, or chemically active layers, each suited to a specific corrosion environment
- The five most effective types are 100% solids epoxy, zinc-rich primers, polyurethane, fluoropolymer, and ceramic-filled epoxy
- Immersion and galvanic corrosion environments demand different chemistry than atmospheric or UV-exposed applications
- Surface preparation accounts for the majority of premature coating failures — skipping it is the fastest path to early failure
- Quick-cure 100% solids epoxy systems deliver the strongest protection for chiller tube sheets and heat exchangers with minimal downtime
What Are Functional Coatings for Corrosion Protection?
Functional coatings are engineered to perform a specific protective role — acting as a barrier, sacrificial layer, or chemically active film between a metal substrate and its environment. These coatings are purpose-built to deliver specific functions: corrosion protection, wear resistance, water repellence, and lubrication.
The Four Corrosion Mechanisms They Defend Against
Industrial equipment faces multiple simultaneous threats. According to both AMPP and ASM International, the primary mechanisms include:
- Atmospheric oxidation — moisture and oxygen reacting with bare steel to form rust
- Galvanic corrosion — electrochemical attack when dissimilar metals contact each other in an electrolytic fluid (the primary failure mode at chiller tube-to-tube sheet junctions where copper tubes meet steel or aluminum sheets)
- Chemical attack — acids, solvents, and aggressive treatment chemicals degrading unprotected metal surfaces
- Erosion and cavitation — physical impact from turbulent fluid flow or collapsing vapor bubbles that strips away metal and any coating that lacks adequate hardness

Chiller tube sheets and heat exchanger water boxes routinely face all four simultaneously.
Why Standard Paints Fail in Industrial Settings
Single-coat or consumer-grade paints consistently underperform in industrial environments. Three root causes explain most failures:
- Insufficient film thickness — thin coatings provide minimal barrier protection against sustained immersion
- Poor adhesion — without proper surface preparation, coatings debond under thermal cycling and fluid pressure
- No galvanic resistance — standard paints create no non-conductive layer, leaving dissimilar metal junctions fully exposed
Engineered coating systems are formulated specifically to resolve each of these failure points — which is why surface preparation quality matters as much as the coating itself.
Best Functional Coatings for Corrosion Protection
These five coating types are evaluated on corrosion resistance, adhesion strength, chemical and immersion resistance, substrate compatibility, and real-world performance in demanding service environments.
100% Solids Epoxy Coatings
100% solids epoxy coatings are solvent-free, two-component systems that cure to a dense, non-porous film with no VOC off-gassing. That zero-VOC characteristic makes them the right choice for confined spaces and closed systems — chiller tube sheets, heat exchanger water boxes, and water storage infrastructure where ventilation is limited and regulatory requirements are strict.
Key performance characteristics:
- Extremely high film build per coat (products like Carboline Hydroplate 6500 and Sherwin-Williams Fast-Clad ER both specify 100% solids by volume, with immersion service adhesion exceeding 2,000 psi per ASTM D4541)
- Strong resistance to long-term water immersion, galvanic corrosion, and chemical exposure
- Effective electrical insulation at dissimilar metal junctions — critical for tube sheet assemblies where copper tubes meet steel or aluminum sheets
Chiller Coating Services applies a proprietary 100% solids coating system specifically formulated to bond to corrosion-prone tube sheet surfaces. The coating reinforces tube-to-tube sheet joints, increasing push-out strength by over 1,000 pounds in some cases — a meaningful structural benefit beyond corrosion protection alone.
| Attribute | Details |
|---|---|
| Best For | Chiller tube sheets, heat exchanger water boxes, immersion service, confined metal substrates |
| Key Properties | Non-porous film, galvanic insulation, chemical resistance, long-term immersion resistance |
| Typical Limitations | Requires correct mixing ratio and thorough surface prep; limited UV resistance without a topcoat |

Zinc-Rich Primers
Zinc-rich primers contain a high concentration of zinc dust that provides cathodic (sacrificial) protection. The zinc corrodes preferentially, shielding the underlying steel even when the coating is scratched or the surface edge is cut — protection continues where barrier coatings stop.
They're available in two chemistries:
- Inorganic (silicate-based) — harder, more solvent-resistant, specified for severe industrial exposure
- Organic (epoxy-based) — better film build, easier to topcoat, covered under SSPC-Paint 20 and SSPC-Paint 29
Zinc-rich systems are the dominant choice for structural steel, bridges, and exterior industrial equipment. They're less suited for continuous immersion or acidic environments, where cathodic protection efficiency drops.
| Attribute | Details |
|---|---|
| Best For | Structural steel, exterior equipment, atmospheric and moderately corrosive environments |
| Key Properties | Cathodic/sacrificial protection, edge protection, compatible with epoxy/polyurethane topcoats |
| Typical Limitations | Requires abrasive-blasted surface; less effective in submerged or highly acidic conditions |
Polyurethane Coatings
Polyurethanes are used primarily as topcoats over epoxy or zinc-rich primers. Their primary value is addressing epoxy's main weakness: UV exposure causes epoxy to chalk, yellow, and lose gloss over time, degrading long-term weather performance.
Tested system performance confirms the benefit of combining chemistries. Carboline's Carbothane 133 HB over inorganic zinc showed no rusting or blistering after 4,000 hours ASTM B117 salt spray testing. Sherwin-Williams' ACROLON 218 HS over Macropoxy 646 epoxy achieved rust rating 10 after 7,000 hours ASTM B117 — performance no single-coat system approaches.
| Attribute | Details |
|---|---|
| Best For | Exterior surfaces, coastal and industrial atmospheric environments, equipment requiring long-term color retention |
| Key Properties | UV stability, abrasion resistance, gloss retention, compatible with epoxy primers |
| Typical Limitations | Not standalone corrosion protection; requires compatible primer system; moisture-sensitive during application |
Fluoropolymer Coatings
Fluoropolymers — PTFE (Teflon), PVDF (Kynar), and FEVE resins — are chemically inert, low-surface-energy coatings that resist a broad range of acids, solvents, and aggressive media. Teflon PTFE has a coefficient of friction of 0.05 to 0.20, giving coated surfaces non-stick and anti-fouling properties that limit mineral scaling and biological fouling.
Each fluoropolymer chemistry targets a specific performance need:
- PVDF (Kynar) — resists most acids and acid mixtures up to pH 12; standard specification for chemical process piping, pharmaceutical equipment, and coastal architectural cladding
- FEVE resins — add weather resistance on top of chemical inertness, with manufacturers citing gloss and color retention for 30 to 60 years
Material and application costs run higher than epoxy systems, and specialized surface prep and spray equipment are required. These are the right choice when chemical resistance or anti-fouling performance is non-negotiable.
| Attribute | Details |
|---|---|
| Best For | Chemical process equipment, piping, surfaces exposed to aggressive acids or solvents, anti-fouling applications |
| Key Properties | Broad chemical resistance, anti-fouling, low friction, non-reactive surface |
| Typical Limitations | Higher material cost; requires specialized surface preparation and application equipment |
Ceramic-Filled Epoxy Coatings
Ceramic-filled epoxy systems incorporate ceramic, aluminum oxide, or silicon carbide particles into an epoxy matrix, significantly increasing hardness, wear resistance, and erosion resistance. Products like Belzona 1321 and LOCTITE PC 7228 are designed specifically for cavitation protection, impingement resistance, and high-velocity fluid environments.
A 2020 Springer Nature study on ceramic-reinforced epoxy applied to centrifugal pump casings found efficiency gains of 2.11% to 9.02% across tested flow rates. The smooth ceramic-epoxy surface reduces hydraulic friction while simultaneously resisting the physical and electrochemical attack that destroys standard coatings in turbulent service.
For chiller systems and cooling water infrastructure where inlet turbulence and cavitation are ongoing problems, ceramic-filled epoxy addresses failure modes that standard coatings cannot.
| Attribute | Details |
|---|---|
| Best For | Pump casings, impellers, pipe elbows, surfaces subject to cavitation, high-velocity cooling water systems |
| Key Properties | Erosion and abrasion resistance, smooth hydraulic surface, combined chemical and mechanical protection |
| Typical Limitations | Heavier film builds; may require specialized mixing and application equipment |
How to Choose the Right Corrosion Protection Coating
Match Coating Chemistry to Service Environment First
The most critical selection variable is where and how the coated surface will operate:
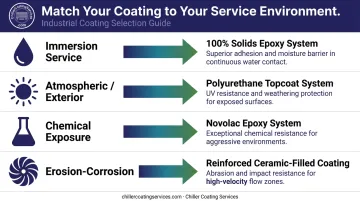
- Immersion service (water boxes, tube sheets, storage tanks): 100% solids epoxy or ceramic-filled epoxy; these resist sustained water contact and galvanic attack
- Atmospheric/exterior service (structural steel, outdoor equipment): zinc-rich primer with polyurethane topcoat; cathodic protection plus UV resistance
- Chemical exposure (process piping, pharmaceutical, food/beverage): fluoropolymer systems for broad chemical inertness
- Erosion-corrosion (pump internals, pipe elbows, cavitation zones): ceramic-filled epoxy for combined mechanical and chemical protection
Identify the specific corrosion drivers (moisture, chemical, galvanic, erosion) before finalizing chemistry. Multi-mechanism environments often require layered systems.
Substrate Compatibility Matters
Steel, aluminum, copper alloys, and cast iron each require different surface preparation protocols and primer chemistries. A coating not formulated for its substrate risks adhesion failure, blistering, or galvanic acceleration.
Multi-metal assemblies like tube sheets present a specific challenge: where copper tubes meet steel or aluminum sheets, non-conductive coatings that electrically insulate the interface are the only reliable defense against galvanic attack. Getting the substrate match right is non-negotiable before any other coating decision.
Factor In Cure Time and Downtime Tolerance
Hospitals, schools, and manufacturing plants run on tight maintenance windows. Standard epoxy systems like Carboline's Carboguard 890 require up to 5 days for final cure to immersion service. Fast-cure 100% solids systems compress that window: Carboline Hydroplate 6500 cures to water/wastewater immersion in 10 hours at 75°F, and Sherwin-Williams Fast-Clad ER reaches service in 12 hours at 100°F.
Those cure-time differences directly affect how long a facility goes offline. Chiller Coating Services applies quick-cure 100% solids systems and coordinates scheduling with facility managers to keep that window as short as possible.
Verify Performance Documentation
Request objective performance data, not just product claims. Relevant benchmarks include:
- ASTM B117 salt spray resistance ratings
- SSPC surface preparation grades (SP 5, SP 6, SP 10)
- ASTM D4541 pull-off adhesion test results
- NACE/AMPP coating specifications for the specific service environment
Why Surface Preparation Makes or Breaks Your Coating
The U.S. Bureau of Reclamation reports that up to 80% of premature coating failures on industrial structures are partially or completely caused by deficient surface preparation or application. Not coating quality — preparation.
White Metal Blast vs. Commercial Blast
AMPP defines two common blast standards with meaningfully different outcomes:
- SSPC-SP 5 / NACE No. 1 (White Metal Blast) — surface is uniformly free of all visible oil, rust, mill scale, and foreign matter; the gold standard for immersion service and high-performance industrial applications
- SSPC-SP 6 / NACE No. 3 (Commercial Blast) — allows staining from rust or mill scale on up to 33% of each unit area; acceptable for atmospheric service, not suitable for immersion
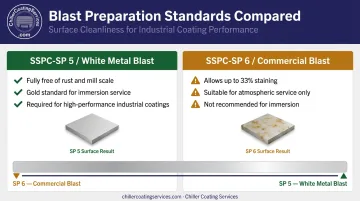
Chiller Coating Services blasts surfaces to a white metal finish before applying their proprietary coating system — the preparation level that gives the coating a legitimate foundation.
The Role of Surface Profile
Abrasive blasting doesn't just clean: it creates a microscopic anchor pattern that increases the mechanical bonding area for the coating. The profile depth must match the coating manufacturer's specification. Typical requirements for high-performance immersion epoxy systems run 2 to 3 mils for products like Sherwin-Williams Fast-Clad ER and 3 mils for Carboline Hydroplate 6500.
A profile that's too shallow or too deep leads to adhesion failure regardless of coating quality. Profile measurement before application is a required step, not an optional quality check.
What Skipping Prep Actually Costs
When surface preparation is cut short, the failure mode is predictable: corrosion begins at a defect, migrates laterally beneath the coating (undercutting), and the coating lifts in sheets well before its rated service life. The coating never failed — the preparation did. Repair costs in that scenario routinely run multiples of what thorough prep would have cost the first time.
Conclusion
No coating type is universally correct. Service environment, substrate, operational constraints, and the specific corrosion mechanisms present all determine the optimal protection system. Selecting based on cost alone consistently produces early failure and higher long-term costs.
Surface preparation isn't a variable to optimize away. A correctly selected, properly formulated coating applied over poorly prepared metal will fail. The system is only as strong as the substrate condition beneath it.
That combination — rigorous surface prep and the right coating system — is exactly where most facilities fall short. For industrial facilities in New England and New York managing chillers, heat exchangers, or other corrosion-prone equipment, Chiller Coating Services specializes in both:
- Contained abrasive blasting to a white metal finish
- Proprietary 100% solids coating systems formulated for corrosion-prone surfaces
- Over 40 years of management team experience in industrial coatings and surface restoration
Call (877) 427-0090 to assess your equipment before corrosion forces a more costly repair.
Frequently Asked Questions
What types of coatings prevent corrosion?
The main functional coating categories are 100% solids epoxy, zinc-rich primers, polyurethane, fluoropolymer, and ceramic-filled epoxy. The right choice depends on whether the environment involves immersion, atmospheric exposure, chemical contact, galvanic risk, or mechanical erosion — most industrial applications require more than one type in a layered system.
What is the best coating to prevent galvanic corrosion?
Non-conductive 100% solids epoxy coatings are highly effective, electrically insulating dissimilar metals from each other and from the electrolyte. In tube sheet assemblies where copper tubes meet steel or aluminum sheets, this insulation breaks the galvanic circuit that drives corrosion at those junctions.
What is the best coating to prevent rust?
Zinc-rich primers offer the strongest rust prevention for steel through cathodic/sacrificial protection, while 100% solids epoxy systems provide excellent barrier protection for immersion or enclosed environments. Multi-coat systems combining both deliver the highest sustained performance.
What is the most corrosion-resistant plating?
Hot-dip galvanizing and electroless nickel — high-phosphorus deposits above 10% — rank among the most durable platings for atmospheric and mild chemical environments. For severe immersion or chemical service, engineered epoxy and ceramic coating systems outperform plating.
How important is surface preparation before applying corrosion-resistant coatings?
Surface preparation is widely considered the single most critical factor in coating system longevity. The U.S. Bureau of Reclamation attributes up to 80% of premature coating failures to inadequate surface prep, not coating quality. Abrasive blasting to white metal (SSPC-SP 5) is the benchmark for high-performance industrial applications.
How long do functional corrosion protection coatings last on industrial equipment?
Service life varies by coating type, application quality, and operating environment. AMPP notes that newer epoxy and polysiloxane systems can achieve 25-year service life, while specialty 100% solids epoxy formulations for wastewater environments have demonstrated performance exceeding 75 years in a single coat under the right conditions.