For facilities managers, engineers, and property owners, understanding this process matters beyond basic awareness. The cleanliness grade and surface profile achieved before a protective coating goes on directly determines how long that coating lasts. Get the surface prep wrong, and even a premium coating system fails prematurely.
This article explains how wet abrasive blasting works, where it is used, what affects its outcome, and when it is not the right choice.
Key Takeaways
- Wet abrasive blasting combines compressed air, water, and abrasive media to clean surfaces and create the profile needed for coating adhesion.
- Water suppresses airborne dust, with field tests recording up to 95% lower respirable silica exposure compared to dry abrasive blasting.
- The process can achieve all five SSPC/NACE cleanliness grades, from brush-off to white metal, using the formal "(WAB)" standard designation.
- Flash rust on carbon steel is an inherent post-blast risk and must be managed with inhibitors or rapid coating application.
- WAB suits dust-sensitive environments and salt-contaminated substrates well, though it is slower than dry blasting and is not the right choice for every project.
What Is Wet Abrasive Blasting?
Wet abrasive blasting is a cleaning method in which water is introduced into an abrasive blast stream to simultaneously strip contamination from a substrate and suppress airborne dust. Depending on the system configuration, water can be injected at the nozzle, pre-mixed with abrasive upstream, or introduced via a pressurized water jet.
It does both simultaneously:
- Mechanical cleaning — abrasive particles impact the surface, removing rust, mill scale, existing coatings, and organic deposits
- Contamination flushing — the water film encapsulates loosened particles, suppresses dust, and dissolves soluble salts (chlorides, sulfates) that would otherwise remain embedded in the surface profile
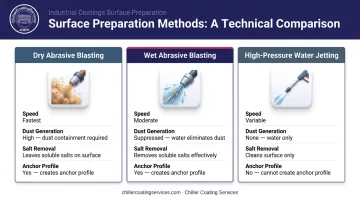
How It Differs from Related Processes
| Method | Key Distinction |
|---|---|
| Dry abrasive blasting | No water — faster, but leaves soluble salts on the surface and generates far more airborne dust |
| High-pressure water jetting | No abrasive — cleans surfaces but cannot create the anchor profile needed for coating adhesion |
| Vapor blasting | Lower-pressure, finer finish — suited to precision finishing, not heavy industrial cleaning |
Why Wet Abrasive Blasting Is Used in Industrial Surface Preparation
Dust Suppression
The most immediate reason WAB is specified in occupied or sensitive facilities is dust control. CPWR/CDC field tests of a water induction nozzle recorded up to 95% lower respirable crystalline silica exposure compared to dry abrasive blasting — with lead dust reduced by 94–96% in steel structure tests. OSHA notes that a water curtain retrofitted to a blast nozzle alone can reduce airborne dust by 50–75%.
This matters practically in hospitals, schools, and power plants, where dust containment infrastructure is expensive and operational disruption is high. Wet abrasive blasting reduces the scope of containment required and lowers risk to building occupants.
Removal of Water-Soluble Contaminants
Dry blasting removes visible rust and scale but leaves soluble salts — chlorides and sulfates — embedded in the surface profile. These salts cause serious problems under coatings.
Research published in Progress in Organic Coatings shows that chloride and sulfate ions at the steel/coating interface generate osmotic pressures of 2,500–3,000 kPa. Most paint coatings have a yield strength of only 6–40 kPa — meaning residual salts will blister and delaminate coatings well before the end of their design life.
AMPP guidance identifies typical salt thresholds:
- Below 3 µg/cm² for immersion service
- Approximately 30 µg/cm² for atmospheric exposure
- Above 50 µg/cm² — likely to cause rapid coating failure regardless of system
The water in the WAB stream actively dissolves and flushes out these contaminants. Dry blasting cannot do this.
Cleanliness Standards and Specifications
Wet abrasive blasting can achieve the same five SSPC/NACE cleanliness grades as dry blasting, each carrying a formal "(WAB)" suffix in the standard designation:
| Grade | Standard Designation |
|---|---|
| White Metal | NACE WAB-1 / SSPC-SP 5 (WAB) |
| Near-White Metal | NACE WAB-2 / SSPC-SP 10 (WAB) |
| Commercial | NACE WAB-3 / SSPC-SP 6 (WAB) |
| Industrial | NACE WAB-8 / SSPC-SP 14 (WAB) |
| Brush-Off | NACE WAB-4 / SSPC-SP 7 (WAB) |
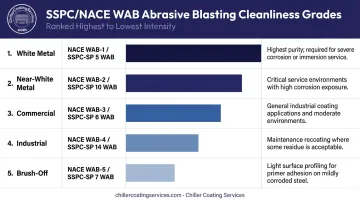
White metal wet abrasive blast cleaning (SSPC-SP 5 WAB) is commonly specified before high-performance industrial coatings on chiller tube sheets, condenser components, and heat exchanger water boxes where coating bond strength is critical. For work on chiller systems, Chiller Coating Services blasts surfaces to a white metal finish before applying their 100% solids coating system — because surface preparation directly determines how long a coating holds.
These are codified, inspectable standards published by AMPP. Specifiers, contractors, and facility owners can reference and enforce them on every project.
How the Wet Abrasive Blasting Process Works
A compressed air source drives a mixture of abrasive and water through a blast hose and nozzle at high velocity. On impact, the abrasive mechanically strips contamination and creates surface profile, while the water film encapsulates loosened particles and flushes soluble contaminants.
Three System Configurations
1. Radial or coaxial water injection Water is added at or near the nozzle into an existing dry abrasive stream. This converts a standard dry blast setup to wet operation without changing the upstream equipment. Lower water-to-abrasive ratios; suited to projects where some dust reduction is sufficient.
2. Slurry blasting (vapor abrasive blasting) Abrasive and water are pre-mixed in the blast pot before delivery. Provides more consistent water distribution throughout the stream. Common in industrial repair and refurbishment applications.
3. Abrasive water jet (AWJ) A high-pressure water jet draws or forces abrasive into the stream. Higher water volumes; typically used where heavy contamination or thick coating removal is required.
Step 1: Setup and Pre-Assessment
Before blasting begins, the operator:
- Inspects the substrate — material type, coating condition, contamination level
- Selects appropriate abrasive media and system configuration
- Checks water supply purity — contaminated water redeposits salts onto the freshly blasted surface
- Verifies all equipment: hoses, gauges, deadman controls, and water injectors
Operator PPE requirements: Air-fed blast hood, blast gloves, rain suit, hearing protection, and stable footing. Water conducts electricity — any electrical equipment in the vicinity must be assessed by a safety professional before work starts.
Step 2: Blasting
The operator directs the nozzle at the substrate — typically at an 80–90 degree angle for heavy rust and tightly adherent materials. The process outcome is controlled by:
- Nozzle distance and angle — affects profile depth and cleaning uniformity
- Abrasive type and particle size — harder, sharper abrasives produce more profile
- Water pressure and flow rate — must be balanced carefully; excessive water flow cushions abrasive impact and reduces cleaning productivity
- Air pressure — drives both abrasive velocity and cleaning rate
Step 3: Post-Blast Treatment and Flash Rust Management
Once blasting stops and the wet surface begins to dry, carbon steel surfaces will begin to oxidize. This oxidation is flash rust, and it develops quickly as the surface dries after wet abrasive blasting.
SSPC-VIS 5 / NACE VIS 9 recognises four flash rust grades:
| Grade | Appearance |
|---|---|
| No Flash Rust | No visible oxidation |
| Light (L) | Thin yellow/brown discolouration; steel substrate visible; tightly adherent |
| Moderate (M) | Rust layer partially obscures surface; light marks on cloth wipe |
| Heavy (H) | Rust completely hides surface condition; loosely adherent; easily transferred |
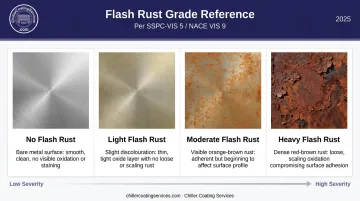
Atmospheric coatings commonly allow up to Moderate (M) flash rust before application. Immersion service coatings typically limit acceptable flash rust to Light (L). Heavy flash rust requires removal before any coating is applied.
Controlling flash rust comes down to timing and chemistry. Key steps include:
- Apply a rust inhibitor to the blast water, or rinse with inhibitor solution immediately after blasting
- Confirm inhibitor compatibility with the coating manufacturer before use — some inhibitors interfere with adhesion or cure
- Remove all abrasive debris by brushing, rinsing, or blowing with clean dry air before coating application
Where Wet Abrasive Blasting Is Applied
WAB is used across a wide range of industries and substrates. Because pressure and media selection are both adjustable, it can be applied to delicate historic stonework and to heavy industrial steel in the same day — with different settings.
Common application sectors:
- Structural steel (bridges, industrial facilities)
- Marine hulls and offshore structures
- Concrete and masonry — including façade cleaning and graffiti removal
- Automotive and heavy equipment
- Historic preservation and monument cleaning
Industrial Maintenance — The Most Critical Context
For facilities running chillers, heat exchangers, and cooling towers, wet abrasive blasting is often the specified method. Surfaces in these systems require both a high cleanliness grade and active salt removal before any coating will bond reliably.
Chiller Coating Services works with hospitals, schools, power plants, and manufacturing facilities across New England and New York, preparing chiller tube sheets, water boxes, condenser components, heat exchanger shells, baffle plates, and end bells for protective coating.
The white metal finish achieved through their contained abrasive blasting process allows their 100% solids coating system to bond effectively and deliver long-term corrosion resistance.
Wet abrasive blasting is typically triggered at three points in a maintenance lifecycle:
- Initial installation: removes mill scale from new steel before first coating
- Planned maintenance shutdowns: strips degraded coatings and corrosion ahead of recoating
- Condition-based intervention: triggered when inspection reveals coating failures or surface contamination

Key Factors That Affect Outcome — and What Goes Wrong
Factors That Directly Affect Results
- Abrasive type and particle size: harder, sharper abrasives (garnet at Mohs 7.5–8.0, aluminum oxide) produce deeper profile and higher cleaning productivity; slurry-system abrasives must resist crushing and carry low water-soluble content
- Water purity: contaminated water redeposits the salts WAB is specifically designed to remove — defeating the process entirely
- Ambient conditions: high humidity and low temperature slow drying and accelerate flash rust development
- Inhibitor compatibility: an inhibitor not approved by the coating manufacturer introduces a new failure point, not a safeguard
Common Mistakes
1. Assuming "wet" means "dustless" WAB dramatically reduces dust — it does not eliminate it. Full PPE is still required.
2. Using dry blasting visual references to assess wet blasted surfaces SSPC-VIS 5 / NACE VIS 9 exists specifically for wet abrasive blast cleaned surfaces. Wet surfaces look different from dry-blasted ones, and using the wrong reference photographs produces incorrect pass/fail assessments.
3. Misjudging the flash rust window Allowing too long between blasting and coating without inhibitor treatment undoes the work. The acceptable flash rust grade must be defined in the project specification and monitored in the field.
Even when WAB is executed correctly, it's not always the right method for the job.
When Wet Abrasive Blasting Is Not the Right Choice
Consider dry blasting or an alternative when:
- Maximum speed is the priority — dry blasting is faster, often by a wide margin
- The substrate cannot tolerate moisture — certain alloys and electrical enclosures
- Abrasive recycling is budget-critical — wet abrasive is harder to recover and reuse
- Water runoff cannot be managed in compliance with local environmental regulations
WAB earns its place when contamination control and surface cleanliness matter more than speed — which, in corrosion-sensitive applications like chiller tube sheets and heat exchangers, they usually do.
Frequently Asked Questions
What is the difference between wet abrasive blasting and dry sandblasting?
Wet abrasive blasting introduces water into the blast stream to suppress dust and flush out soluble salts from the surface profile. Dry sandblasting uses compressed air and abrasive alone — it is faster but leaves chlorides and sulfates on the surface and generates substantially more airborne dust, requiring more extensive containment.
What is flash rust and how do you prevent it in wet abrasive blasting?
Flash rust is surface oxidation that forms on carbon steel as a wet blasted surface dries. Prevent it by adding a rust inhibitor to the blast water or rinsing and coating the surface promptly after blasting. Acceptable flash rust grades before coating should be defined in your project specification.
What is the best abrasive for wet abrasive blast cleaning?
Garnet (Mohs 7.5–8.0) and aluminum oxide are the most common choices for industrial work, selected based on substrate type and required cleanliness grade. For slurry systems, abrasives must resist crushing and have low water-soluble salt content — verified using ASTM D4940 or ISO 11127-6 conductivity testing.
Why is sandblasting with silica sand banned or restricted?
Fine silica dust causes silicosis — an irreversible, potentially fatal lung disease — which is why silica sand blasting is prohibited or heavily restricted in many jurisdictions. In the US, OSHA sets a respirable crystalline silica PEL of 50 µg/m³ as an 8-hour TWA. Modern practice uses alternative abrasives — garnet, steel grit, aluminum oxide, crushed glass — and methods like WAB to control dust exposure.
How much does wet abrasive blast cleaning cost?
Costs vary based on substrate type, cleanliness grade, project scale, and whether containment or water management infrastructure is required. While WAB equipment and consumables can cost more than dry blasting, savings in containment setup, hazardous waste disposal, and reduced downtime often offset the difference. Contact a qualified surface preparation contractor for project-specific estimates.
Can wet abrasive blasting be used on all surfaces?
WAB is suitable for most substrates including steel, concrete, masonry, aluminum, and wood. It should not be used on surfaces that cannot tolerate moisture exposure or where water runoff cannot be properly managed. Because pressure and media type are fully adjustable, it can be used on delicate or historic surfaces as well as heavy industrial applications.